

Common Problems in Ductile Iron Pipe Projects & How to Avoid Them
, joint failure due to poor field joint protection, water hammer damage from ignoring surge pressure, and transportation damage from inadequate packing. These issues can be prevented through proper soil testing, correct coating specification, surge pressure analysis, and third-party pre-shipment inspection. For a complete overview of South Africa water pipeline projects including material selection, standards, procurement, and logistics, see our South Africa Water Pipeline Complete Guide 2026 → Why Do Ductile Iron Pipe Projects Fail? Ductile iron pipe is one of the most reliable materials for water infrastructure, with a proven service life of 50-100+ years. However, failures do occur — and they are almost always preventable. The root causes typically fall into four categories: inadequate corrosion protection, poor joint installation, surge pressure underestimation, and transportation damage. For EPC contractors, municipal engineers, and procurement teams, understanding these failure modes before project execution is critical. Preventing failures during the specification and procurement phase costs a fraction of what repairs cost after pipeline commissioning. Problem 1: External Corrosion in Aggressive Soils External corrosion is the leading cause of premature ductile iron pipe failure. When soil conditions are more corrosive than anticipated, standard zinc + bitumen coating can be consumed within 10-20 years, exposing the iron surface to electrochemical corrosion and causing external pitting. What Causes External Corrosion? Soil corrosivity is determined by several factors: Soil resistivity: Low resistivity (<3,000 Ω·cm) indicates high corrosivity. High resistivity (>10,000 Ω·cm) indicates low corrosivity. pH level: Acidic soils (pH <6.5) and alkaline soils (pH >8.5) accelerate zinc consumption. Chloride content: High chloride concentrations (common in coastal soils near Durban and Cape Town) increase corrosion rates. Sulfate content: Sulfates in soil react with zinc and iron, accelerating coating degradation. Stray current: Electrical currents from nearby railways, tram lines, or cathodic protection systems can cause rapid localized corrosion. How to Prevent External Corrosion Prevention starts with soil testing along the pipeline route. Collect soil samples at 500m intervals (or 100m in areas with known geological variability) and test for resistivity, pH, chloride, and sulfate content. Based on soil test results, specify the appropriate external protection system: Soil Condition Resistivity Recommended Protection Low corrosivity >10,000 Ω·cm Zinc coating (≥130g/m²) + bitumen paint (standard per ISO 8179) Moderate corrosivity 3,000-10,000 Ω·cm Epoxy coating (≥250μm) + bitumen overlay High corrosivity <3,000 Ω·cm Epoxy coating (≥250μm) + polyethylene encasement per ISO 12234 💡 Key Insight: Polyethylene encasement per ISO 12234 is the most cost-effective external protection for aggressive soils. It creates a physical barrier between the pipe surface and corrosive soil elements, extending service life beyond 100 years. PE encasement adds only 3-5% to total pipe cost but can prevent 100% of external corrosion failures. Problem 2: Joint Failure Due to Poor Field Protection Up to 80% of corrosion-related pipe failures occur at joints — the points where two pipe sections connect. This is because field joints are the most vulnerable points in the corrosion protection system. Why Are Joints Vulnerable? Factory-applied coatings (zinc + bitumen or epoxy) cover the pipe body completely. However, at each joint, the coating is interrupted to allow connection. If the joint area is not properly protected during field installation, it becomes an entry point for corrosive soil elements. Common field joint protection failures include: Inadequate surface preparation: Failing to clean and dry the joint surface before applying field coating. Insufficient coating thickness: Applying field coating thinner than manufacturer specifications. Missing PE tape wrapping: Skipping polyethylene tape wrapping at the joint, leaving zinc exposed to soil. Poor inspection: Failing to inspect field joint coating before backfilling, allowing defects to go undetected. How to Prevent Joint Failure Require field joint coating specification in the project documents and verify compliance during installation: Surface preparation: Clean joint surface to SA 2.5 (near-white metal blast cleaning) before applying field coating. Field coating application: Apply two-component epoxy coating (minimum 250μm) to both pipe spigot and bell ends. PE tape wrapping: Wrap joint with polyethylene tape (minimum 0.8mm thickness) extending 150mm beyond the coated area on each side. Inspection: Inspect all field joints before backfilling. Use holiday detection (spark testing) to identify coating defects. Field joint coating application process for ductile iron pipe installation Field joint protection: Epoxy coating and PE tape wrapping at pipe connection points Problem 3: Water Hammer and Surge Pressure Damage Water hammer (surge pressure) occurs when water flow changes direction or velocity suddenly — typically during pump start/stop, valve closure, or emergency shutdown. Surge pressures can reach 2-3x the steady-state operating pressure, causing pipe bursts, joint separations, and fitting failures. How Surge Pressure Damages DI Pipe When surge pressure exceeds the pipe's Pressure Maximum Admissible (PMA), the following failures can occur: Pipe body rupture: Excessive internal pressure causes circumferential cracking, particularly in pipes with manufacturing defects or external corrosion. Joint separation: Surge pressure pushes the spigot end out of the bell joint, breaking the gasket seal and causing high-pressure water leakage. Fitting failure: Bend pieces, tee pieces, and reduction pieces experience concentrated stress at direction changes, causing cracking at the fitting body. How to Prevent Surge Pressure Damage Require a hydraulic surge analysis from the design engineer before finalizing pipe specification. The analysis should identify maximum surge pressure (PMA required) at each pipeline section. Based on surge analysis results: If surge pressure ≤50 bar: K9 class (PMA 50 bar) is sufficient. If surge pressure 50-62.5 bar: Specify K10 class (PMA 62.5 bar). If surge pressure >62.5 bar: Specify K12 class (PMA 78.7 bar) or install surge protection devices (surge tanks, air valves, variable speed drives on pumps). ⚠️ Critical: Never specify pipe based on steady-state operating pressure alone. Always verify PMA rating against maximum surge pressure from hydraulic analysis. A pipeline with 25 bar operating pressure but 55 bar surge pressure requires K10 class (PMA 62.5 bar), not K9 (PMA 50 bar). Problem 4: Transportation and Handling Damage Ductile iron pipe is heavy and robust, but it can still be damaged during transportation and handling. Common transportation damage includes: Coating damage: Pipe-to-pipe contact during ocean transit causes zinc coating abrasion, exposing iron to corrosion. Joint damage: Impact forces during loading/unloading damage spigot and bell ends, preventing proper joint assembly. Gasket damage: Poor packing allows pipe movement, crushing or deforming rubber gaskets stored inside bell ends. Bending deformation: Improper stacking (excessive height, uneven support) causes pipe ovality or bending, making installation impossible. How to Prevent Transportation Damage Specify packing requirements: Require wooden dunnage (timber blocking) between pipe layers and steel strapping to prevent movement. For container loading, require internal bracing and blocking. Pre-shipment inspection: Arrange third-party inspection (SGS, Bureau Veritas, TÜV) at the factory before loading. Verify packing adequacy and document with photos. Receive and inspect: Inspect all pipe upon arrival at site. Check for coating damage, joint deformation, and gasket condition. Reject and document any damaged pipe before installation. Navigating DI Pipe Sourcing Challenges Tiegu helps contractors and engineers avoid these common problems through proactive risk management. We verify soil testing results, confirm coating specifications, review surge pressure analysis, and arrange third-party inspection before every shipment. This means buyers receive pipe that matches project conditions — with correct corrosion protection, verified pressure capacity, and documented quality — reducing the risk of field failures and project delays. You can share your project specifications or pipeline route details for risk assessment and sourcing support. 📋 Get Free Technical Quotation Share your pipeline specifications — receive risk assessment and competitive pricing within 24 hours ✅ Final Recommendation For ductile iron pipe projects: Prevent the four most common failures — external corrosion, joint failure, surge pressure damage, and transportation damage — through proper specification, third-party inspection, and verified documentation. Prevention checklist: ✅ Conduct soil testing (resistivity, pH, chloride) and specify correct external protection ✅ Require field joint coating (epoxy + PE tape) at every connection, inspect before backfilling ✅ Verify PMA rating against surge pressure analysis, not just steady-state operating pressure ✅ Arrange third-party pre-shipment inspection and verify packing adequacy before loading Frequently Asked Questions What is the most common cause of ductile iron pipe failure? External corrosion in aggressive soils is the most common cause of premature ductile iron pipe failure. When standard zinc + bitumen coating is specified for high-corrosivity soil (resistivity <3,000 Ω·cm), the zinc can be consumed within 10-20 years, exposing the iron to electrochemical corrosion. Prevention requires soil testing along the pipeline route and specifying epoxy coating + polyethylene encasement for aggressive soil conditions. How do you protect ductile iron pipe joints from corrosion? Field joints require special protection because factory coatings are interrupted at connection points. The standard protection method is: (1) clean joint surface to SA 2.5, (2) apply two-component epoxy coating (minimum 250μm) to spigot and bell ends, (3) wrap with polyethylene tape (minimum 0.8mm thickness) extending 150mm beyond coated area, and (4) inspect with holiday detection before backfilling. What is water hammer and how does it damage DI pipe? Water hammer (surge pressure) occurs when water flow changes velocity suddenly — during pump start/stop or valve closure. Surge pressures can reach 2-3x operating pressure, causing pipe bursts, joint separations, and fitting failures. Prevention requires hydraulic surge analysis to determine maximum surge pressure and specifying pipe class with adequate PMA rating (K9: 50 bar PMA, K10: 62.5 bar PMA, K12: 78.7 bar PMA). How can I verify pipe quality before it ships from China? Arrange third-party pre-shipment inspection by accredited laboratories (SGS, Bureau Veritas, TÜV, or China Inspection & Testing). The inspector verifies dimensions, coating thickness, cement lining thickness, hydrostatic pressure test records, and packing adequacy at the factory before loading. Inspection typically requires 1-2 days for orders up to 500 tonnes and costs $300-$800 depending on order size and location. 📞 Contact Us for DI Pipe Project Support Tiegu — Professional Casting Export Partner 📱 WhatsApp / WeChat: +86 152 5613 5588 📧 Email: zbw@tiegu.net 🌐 Website: www.ductileironpipe2600.com 💬 Inquiry Form: Submit Your Requirements Response Time: We typically respond within 24 hours with technical specifications, pricing, and delivery timelines for your project. Related reading: Quality verification before shipment → | Tender specification guide → Summary: Key Takeaways External corrosion in aggressive soils is the leading cause of premature DI pipe failure — prevent with soil testing and correct coating specification (epoxy + PE encasement for resistivity <3,000 Ω·cm). 80% of corrosion failures occur at joints — require field joint coating (epoxy + PE tape) and inspect before backfilling. Water hammer surge pressure can reach 2-3x operating pressure — verify PMA rating against hydraulic surge analysis, not just steady-state pressure. Transportation damage causes coating abrasion and joint deformation — specify wooden dunnage, steel strapping, and pre-shipment inspection. Preventing failures during specification and procurement costs a fraction of post-commissioning repairs.")
For a complete overview of South Africa water pipeline projects including material selection, standards, procurement, and logistics, see our South Africa Water Pipeline Complete Guide 2026 →
Why Do Ductile Iron Pipe Projects Fail?
Ductile iron pipe is one of the most reliable materials for water infrastructure, with a proven service life of 50-100+ years. However, failures do occur — and they are almost always preventable. The root causes typically fall into four categories: inadequate corrosion protection, poor joint installation, surge pressure underestimation, and transportation damage.
For EPC contractors, municipal engineers, and procurement teams, understanding these failure modes before project execution is critical. Preventing failures during the specification and procurement phase costs a fraction of what repairs cost after pipeline commissioning.
Problem 1: External Corrosion in Aggressive Soils
External corrosion is the leading cause of premature ductile iron pipe failure. When soil conditions are more corrosive than anticipated, standard zinc + bitumen coating can be consumed within 10-20 years, exposing the iron surface to electrochemical corrosion and causing external pitting.
What Causes External Corrosion?
Soil corrosivity is determined by several factors:
Soil resistivity: Low resistivity (<3,000 Ω·cm) indicates high corrosivity. High resistivity (>10,000 Ω·cm) indicates low corrosivity.
pH level: Acidic soils (pH <6.5) and alkaline soils (pH >8.5) accelerate zinc consumption.
Chloride content: High chloride concentrations (common in coastal soils near Durban and Cape Town) increase corrosion rates.
Sulfate content: Sulfates in soil react with zinc and iron, accelerating coating degradation.
Stray current: Electrical currents from nearby railways, tram lines, or cathodic protection systems can cause rapid localized corrosion.
How to Prevent External Corrosion
Prevention starts with soil testing along the pipeline route. Collect soil samples at 500m intervals (or 100m in areas with known geological variability) and test for resistivity, pH, chloride, and sulfate content.
Based on soil test results, specify the appropriate external protection system:
| Soil Condition | Resistivity | Recommended Protection |
|---|---|---|
| Low corrosivity | >10,000 Ω·cm | Zinc coating (≥130g/m²) + bitumen paint (standard per ISO 8179) |
| Moderate corrosivity | 3,000-10,000 Ω·cm | Epoxy coating (≥250μm) + bitumen overlay |
| High corrosivity | <3,000 Ω·cm | Epoxy coating (≥250μm) + polyethylene encasement per ISO 12234 |
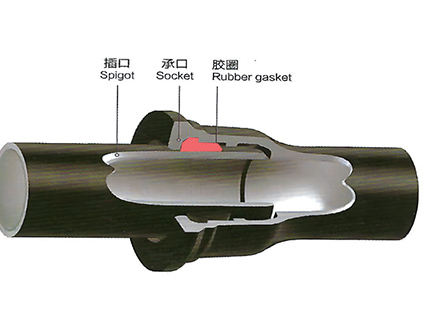
Problem 2: Joint Failure Due to Poor Field Protection
Up to 80% of corrosion-related pipe failures occur at joints — the points where two pipe sections connect. This is because field joints are the most vulnerable points in the corrosion protection system.
Why Are Joints Vulnerable?
Factory-applied coatings (zinc + bitumen or epoxy) cover the pipe body completely. However, at each joint, the coating is interrupted to allow connection. If the joint area is not properly protected during field installation, it becomes an entry point for corrosive soil elements.
Common field joint protection failures include:
Inadequate surface preparation: Failing to clean and dry the joint surface before applying field coating.
Insufficient coating thickness: Applying field coating thinner than manufacturer specifications.
Missing PE tape wrapping: Skipping polyethylene tape wrapping at the joint, leaving zinc exposed to soil.
Poor inspection: Failing to inspect field joint coating before backfilling, allowing defects to go undetected.
How to Prevent Joint Failure
Require field joint coating specification in the project documents and verify compliance during installation:
Surface preparation: Clean joint surface to SA 2.5 (near-white metal blast cleaning) before applying field coating.
Field coating application: Apply two-component epoxy coating (minimum 250μm) to both pipe spigot and bell ends.
PE tape wrapping: Wrap joint with polyethylene tape (minimum 0.8mm thickness) extending 150mm beyond the coated area on each side.
Inspection: Inspect all field joints before backfilling. Use holiday detection (spark testing) to identify coating defects.


Problem 3: Water Hammer and Surge Pressure Damage
Water hammer (surge pressure) occurs when water flow changes direction or velocity suddenly — typically during pump start/stop, valve closure, or emergency shutdown. Surge pressures can reach 2-3x the steady-state operating pressure, causing pipe bursts, joint separations, and fitting failures.
How Surge Pressure Damages DI Pipe
When surge pressure exceeds the pipe's Pressure Maximum Admissible (PMA), the following failures can occur:
Pipe body rupture: Excessive internal pressure causes circumferential cracking, particularly in pipes with manufacturing defects or external corrosion.
Joint separation: Surge pressure pushes the spigot end out of the bell joint, breaking the gasket seal and causing high-pressure water leakage.
Fitting failure: Bend pieces, tee pieces, and reduction pieces experience concentrated stress at direction changes, causing cracking at the fitting body.
How to Prevent Surge Pressure Damage
Require a hydraulic surge analysis from the design engineer before finalizing pipe specification. The analysis should identify maximum surge pressure (PMA required) at each pipeline section.
Based on surge analysis results:
If surge pressure ≤50 bar: K9 class (PMA 50 bar) is sufficient.
If surge pressure 50-62.5 bar: Specify K10 class (PMA 62.5 bar).
If surge pressure >62.5 bar: Specify K12 class (PMA 78.7 bar) or install surge protection devices (surge tanks, air valves, variable speed drives on pumps).
Problem 4: Transportation and Handling Damage
Ductile iron pipe is heavy and robust, but it can still be damaged during transportation and handling. Common transportation damage includes:
Coating damage: Pipe-to-pipe contact during ocean transit causes zinc coating abrasion, exposing iron to corrosion.
Joint damage: Impact forces during loading/unloading damage spigot and bell ends, preventing proper joint assembly.
Gasket damage: Poor packing allows pipe movement, crushing or deforming rubber gaskets stored inside bell ends.
Bending deformation: Improper stacking (excessive height, uneven support) causes pipe ovality or bending, making installation impossible.
How to Prevent Transportation Damage
Specify packing requirements: Require wooden dunnage (timber blocking) between pipe layers and steel strapping to prevent movement. For container loading, require internal bracing and blocking.
Pre-shipment inspection: Arrange third-party inspection (SGS, Bureau Veritas, TÜV) at the factory before loading. Verify packing adequacy and document with photos.
Receive and inspect: Inspect all pipe upon arrival at site. Check for coating damage, joint deformation, and gasket condition. Reject and document any damaged pipe before installation.
Navigating DI Pipe Sourcing Challenges
Tiegu helps contractors and engineers avoid these common problems through proactive risk management. We verify soil testing results, confirm coating specifications, review surge pressure analysis, and arrange third-party inspection before every shipment.
This means buyers receive pipe that matches project conditions — with correct corrosion protection, verified pressure capacity, and documented quality — reducing the risk of field failures and project delays.
You can share your project specifications or pipeline route details for risk assessment and sourcing support.
📋 Get Free Technical Quotation
Share your pipeline specifications — receive risk assessment and competitive pricing within 24 hours
✅ Final Recommendation
For ductile iron pipe projects: Prevent the four most common failures — external corrosion, joint failure, surge pressure damage, and transportation damage — through proper specification, third-party inspection, and verified documentation.
Prevention checklist:
✅ Conduct soil testing (resistivity, pH, chloride) and specify correct external protection
✅ Require field joint coating (epoxy + PE tape) at every connection, inspect before backfilling
✅ Verify PMA rating against surge pressure analysis, not just steady-state operating pressure
✅ Arrange third-party pre-shipment inspection and verify packing adequacy before loading
Frequently Asked Questions
What is the most common cause of ductile iron pipe failure?
External corrosion in aggressive soils is the most common cause of premature ductile iron pipe failure. When standard zinc + bitumen coating is specified for high-corrosivity soil (resistivity <3,000 Ω·cm), the zinc can be consumed within 10-20 years, exposing the iron to electrochemical corrosion. Prevention requires soil testing along the pipeline route and specifying epoxy coating + polyethylene encasement for aggressive soil conditions.
How do you protect ductile iron pipe joints from corrosion?
Field joints require special protection because factory coatings are interrupted at connection points. The standard protection method is: (1) clean joint surface to SA 2.5, (2) apply two-component epoxy coating (minimum 250μm) to spigot and bell ends, (3) wrap with polyethylene tape (minimum 0.8mm thickness) extending 150mm beyond coated area, and (4) inspect with holiday detection before backfilling.
What is water hammer and how does it damage DI pipe?
Water hammer (surge pressure) occurs when water flow changes velocity suddenly — during pump start/stop or valve closure. Surge pressures can reach 2-3x operating pressure, causing pipe bursts, joint separations, and fitting failures. Prevention requires hydraulic surge analysis to determine maximum surge pressure and specifying pipe class with adequate PMA rating (K9: 50 bar PMA, K10: 62.5 bar PMA, K12: 78.7 bar PMA).
How can I verify pipe quality before it ships from China?
Arrange third-party pre-shipment inspection by accredited laboratories (SGS, Bureau Veritas, TÜV, or China Inspection & Testing). The inspector verifies dimensions, coating thickness, cement lining thickness, hydrostatic pressure test records, and packing adequacy at the factory before loading. Inspection typically requires 1-2 days for orders up to 500 tonnes and costs $300-$800 depending on order size and location.
📞 Contact Us for DI Pipe Project Support
Tiegu — Professional Casting Export Partner
📱 WhatsApp / WeChat: +86 152 5613 5588
📧 Email: zbw@tiegu.net
🌐 Website: www.ductileironpipe2600.com
💬 Inquiry Form: Submit Your Requirements
Response Time: We typically respond within 24 hours with technical specifications, pricing, and delivery timelines for your project.
Related reading:
How to Import Ductile Iron Pipe from China: Risk Control & SABS Compliance
Which External Anti-Corrosion Coating Is Best for Ductile Iron Pipe? Complete
Summary: Key Takeaways
External corrosion in aggressive soils is the leading cause of premature DI pipe failure — prevent with soil testing and correct coating specification (epoxy + PE encasement for resistivity <3,000 Ω·cm).
80% of corrosion failures occur at joints — require field joint coating (epoxy + PE tape) and inspect before backfilling.
Water hammer surge pressure can reach 2-3x operating pressure — verify PMA rating against hydraulic surge analysis, not just steady-state pressure.
Transportation damage causes coating abrasion and joint deformation — specify wooden dunnage, steel strapping, and pre-shipment inspection.
Preventing failures during specification and procurement costs a fraction of post-commissioning repairs.
 GT-type Joint Ductile Iron Pipe
GT-type Joint Ductile Iron Pipe

 Sewage Pipe (Ductile Iron Sewage Pipe)
Sewage Pipe (Ductile Iron Sewage Pipe)
 Special Coating Pipe (Ductile Iron Pipe with Special Coatings)
Special Coating Pipe (Ductile Iron Pipe with Special Coatings)